
domenica 3 settembre 2000, la P.A.B ha organizzato in collaborazione con il Dipartimento delle Scienze degli Alimenti dell'Università di Udine la
4a edizione BIRRISSIMA 2000
il classico appuntamento annuale per gli appassionati dell'homebrew
c/o la VILLA MANIN di Passariano - Codroipo (UD)
INCONTRO CULTURALE E DIMOSTRATIVO SULLA PRODUZIONE SIA CASALINGA CHE ARTIGIANALE.
I RELATORI:
IL PROF. STEFANO BUIATTI DOCENTE DI TECNOLOGIA DELLA BIRRA, DIPARTIMENTO DI SCIENZE DEGLI ALIMENTI DELL'UNIVERSITA' DI UDINE
MR. DAVID LOGSDON WYEAST LABORATORIES OREGON USA
LORENZO DABOVE MEMBRO DEL CAMRA.
MASSIMO FARAGGI MAX BEER

da sx David Logsdon, Massimo Faraggi , Stefano Buiatti, Lorenzo Dabove
gli argomenti trattati :
- le diverse tipologie di malto caratteristiche e utilizzo nella produzione della birra (S.Buiatti)
- tecniche di utilizzo del lievito liquido(D.Logsdon)
- degustazione guidata di una selezione di birre artigianali e casalinghe(L.Dabove)
- internet e l'homebrewing : il newsgroup per gli homebrewer(Massimo Faraggi)
i microbirrifici presenti :
BEF & D BREW PUB AVIANO - BIRRIFICIO CITTA' VECCHIA TRIESTE - BIRRIFICIO LAMBRATE MILANO - LE BALADIN PIOZZO CUNEO
gli Hombrewer presenti :
BALAMIDA ALESSANDRO - DE MARTIN PAOLO - LADU SEBASTIANO - MACINAI CARLO - RAGAZZINI FRANCESCO

Relatore: Professor Stefano Buiatti
L’intervento è dedicato al Malto ed è supportato da materiale fotografico. In questa sede riportiamo una breve sintesi basata su appunti e ci assumiamo la responsabilità di ogni eventuale imprecisione.
a cura di Flavia Nasini
Il Malto
Da molti è considerato il corpo e l’anima della birra. Qualità e caratteristiche del malto condizionano fortemente il prodotto finale. I processi fermentativi e di maturazione determinano i caratteri della schiuma e del corpo della birra. Si fa risalire la prima coltivazione dell’orzo a 10.000 a.c. e la scoperta della maltazione al 6.000 a.c..
Gli orzi appartengono alla famiglia delle graminacee e si distinguono in distici e polistici secondo il numero di chicchi presenti su ogni internodo . Ogni internodo supporta sei fiori. Nell’orzo distico solo due dei sei fiori sono fertili e danno luogo appunto a due chicchi per internodo. Negli orzi tetrastici o esastici i chicchi , quattro o sei, si dispongono a stella in strati successivi.
Nell’orzo distico i chicchi si presentano più grandi, uniformi e regolari rispetto ai polistici e per queste caratteristiche sono preferibili nella produzione della birra infatti, permettono migliori risultati nella maltazione.L’orzo distico ha una minore resa per ettaro rispetto agli orzi polistici ed è quindi più costoso.
Perchè l’orzo e non altri cereali? -perché in maltazione produce maggiori quantità di enzimi importantissimi nell’ammostamento -perché amidi, proteine e grassi si presentano in ottime proporzioni -perché è una pianta rustica, che ben si adatta alle diverse latitudini
La Maltazione
La maltazione non è altro che la germinazione controllata e parziale del cereale. La maltazione dura circa sette giorni e si ottiene con una idratazione omogenea e controllata, in percentuale di umidità, temperatura e tempi. Essa ha numerosi scopi:
-indurre la sintesi degli enzimi che degradano le grandi molecole presenti nel chicco: amidi, proteine ( le proteine sono come delle reti poste a protezione dei grani di amido) -modifica dell’endosperma -produzione di sostanze utili al lievito -rimozione di sostanze indesiderate e presenti nel chicco come il dimetilsolfuro ( DMS)
Fasi della maltazione:
l’umidità è un elemento fondamentale nella produzione degli enzimi.
-germinazione – 4 giorni- l’aumento dell’umidità stimola nel germe la produzione di ormoni che si irradiano nel chicco. Stimolati dagli ormoni gli enzimi dalla periferia si dirigono verso il nucleo. L’acqua penetra nel chicco solo attraverso il micropilo=punto di attacco del chicco alla spiga. L’inizio della disgregazione amidacea comincia dall’embrione e si propaga al resto del chicco. La radichetta esce ben presto dal chicco mentre, il fusticino ( piumetta) resta all’interno. La maltazione viene arrestata quando la piumetta è ½, 2/3, del chicco. Il malto è un prodotto friabile, prova della parziale disgregazione dell’endosperma. Più prolungata è la germinazione e maggiore sarà la friabilità.
-essiccamento = riduzione dell’umidità fino al 4%, ha lo scopo di: - formare sostanze aromatiche e coloranti - preservare l’attività enzimatica ( solo con essiccamento a basse temperature)
Le radici, ricche di proteine, vengono eliminate, darebbero un sapore erbaceo alla birra. Per la ragioni ancora sconosciute, ma forse legate a irregolarità della percentuale di umidità nel chicco, il malto deve riposare per 3, 4 settimane. Con la maltazione l’orzo perde il 20% del suo peso mentre il volume resta pressochè invariato. Endosperma = riserva, insieme di cellule morte – Con la germinazione si riducono le riserve del 10-12%.
I componenti dell’endosperma sono: -amido -proteine di natura diversa -pareti cellulari – betaglucano responsabile dell’intorbidamento nella birra
Enzimi prodotti dalla maltazione:
La gelatificazione è ottenuta con un abbondante apporto di acqua nel chicco, l’acqua riduce l’aspetto cristallino e potenzia l’azione degli enzimi. I chicchi di cereali così trattati contenendo amidi gelatinizzati quindi facilmente attaccabili dagli enzimi. Caratteristiche qualitative del malto Grandezze utili per scegliere il malto migliore per l’uso specifico: -colore -aroma -sapore estratto TQ ..% esprime la resa compresa l’acqua SS " la resa del malto togliendo l’umidità FC " differente resa tra macinato fine ( 0,2 mm) e grossolano. È una misura del grado di modificazione Viscosità informa sulla presenza di Betaglucani ( causa di intorbidimento) Proteine non deve essere alta ( intorbidimento) Azoto ha significato simile alle proteine. Azoto solubile da informazioni sulle proteolisi, è importante per la vita del lievito, inoltre le proteine in dosi appropriate sono essenziali per una schiuma stabile. Indice di Kolbach ( 35 /45) rapporto tra azoto solubile e azoto totale. Più è alto maggiore è la friabilità " di Hartong ( > 36 ) indica il grado di modificazione Potere diastatico ( >250) esprime la forza del malto Ph. del mosto ( < 5,8) un ph. troppo alto può rallenta l’ attività enzimatica Friabilità (> 70) Semi vitrei ( < 2,5 ) è il contrario della friabilità Diametro semi < 2,2 mm (< 0,8 % ) l’orzo distico ha chicchi regolari. Se la percentuale di chicchi piccoli è troppo alta si avrà una maltazione irregolare Peso di 1000 chicchi ( 31-34 )
Tecniche empiriche per esaminare i chicchi:
mettere 100 chicchi in acqua
MALTI SPECIALI
Orzo : torrefatto per birre stout es. Guinness Malto: scuro . Cioccolato. Amber Malto verde
Il colore del malto è un indice del trattamento termico a cui il malto è stato sottoposto. Più è intenso il colore minore è la presenza di zuccheri. E’ difficile orientarsi per la scelta infatti lo stesso nome nelle diverse nazioni è utilizzato per indicare malti con caratteristiche diverse, è quindi necessario conoscere gli indici per poter fare la scelta giusta. La formulazione delle ricette è un’arte guidata dal gusto più che una scienza; Il prefisso CARA- indica che il malto è stato sottoposto a una ‘ lessatura interna’ : il malto è mantenuto a 60°C per 2 ore. Nell’endosperma l’amido è così saccarificato nel seme ancora intatto . Si hanno in sostanza del micro-ammostamenti all’interno del seme cioè una saccarificazione con elevata umidità interna al seme. In seguito la temperatura viene aumentata e ridotta l’umidità si otterrà così il malto tipo Cara-pils. Poi con un colpo di fuoco ad una temperatura massima di 80°C (oltre si distruggerebbero gli enzimi) si conclude il processo. Con temperature di 110°-115° si ottiene il malto monaco Se la temperatura raggiunge i 140-160°C si avranno malti caramelli Più è elevata la temperatura cui il malto è sottoposto minore sarà il suo potere diastatico . Fino al 1935 l'Italia importava orzo da maltaggio dalla Germania e dall'Austria.
Quando questi paesi vollero sostituire la vendita di malto finito all’orzo, venne introdotta anche in Italia la coltivazione dell’orzo distico. Dopo la selezione delle varietà più adatte alle nostre latitudini oggi la produzione italiana si distingue per la qualità. Attualmente la malterie sono situate a Pomezia, Melfi e Villapoma

Relatore: dr. David Logsdon Wyeast Laboratories, Inc. fermentation cultures
a cura di Flavia Nasini
Tema: Il Lievito
Il lievito è un fungo che, in condizioni normali, si sviluppa per gemmazione.L’ambiente in cui è immerso- in particolare la presenza di proteine- può condizionarne lo sviluppo.
I birraio gode di una condizione di privilegio rispetto al fornaio o al produttore di vino infatti, solo il birraio, può riutilizzare più volte il lievito.
Una cellula di lievito è in grado di metabolizzare 100 milioni di molecole di maltosio al secondo.
Il lieviti da birra si distinguono in:
LIEVITO AD ALTA FERMENTAZIONE- è così detto perché le cellule tendendo ad aggregarsi sono trascinate verso l’alto dall’anidride carbonica. Questo tipo di lievito occupa il 35% del volume disponibile ed è presente anche nella schiuma durante la fermentazione. Le cellule sono presenti nella schiuma, nel liquido e sul fondo. Dopo un certo periodo precipita sul fondo.
E’ utilizzato nella produzione di Kolsh - Alt a una temperatura di 15°C
Weizen " 18°-25°C
LIEVITO A BASSA FERMENTAZIONE- le cellule non aggregandosi precipitano sul fondo, per questo nella schiuma non sono presenti lieviti. (vd.foto)
E’ usato nella produzione di pils - a una temperatura di 9°-12°C
ale 18°-25°C
Le proteine e il lievito
Le proteine tendono a ostacolare lo sviluppo del lievito- accelerano la fine della cellula-, per questo il mosto viene ridotto del 6-10% al fine di coagulare le proteine. Durante la bollitura è necessario rimescolare il mosto per facilitare la formazione dei coaguli .
La presenza delle proteine può essere ridotta con l’uso dell’IRISH MOSS (lett. muschio irlandese) è cloruro di calcio che favorisce la precipitazione delle proteine.
Il lievito e l’ossigeno
Una volta finita la bollitura il mosto va raffreddato il più velocemente possibile e arricchito di ossigeno mediante scuotimento, cartucce porose o mediante compressore infatti, nelle seguenti 14 ore il lievito ne utilizzerà in grande quantità.
Grazie all’ossigeno il lievito produce sterolo ( 1%) che trasformato in ergosterolo permette l’introduzione dello zucchero nel lievito.
La giusta quantità di ergosterolo è importante per la riproduzione del lievito infatti, la cellula madre trasmette alla cellula figlia solo il 50% del suo ergosterolo quindi, se la cellula madre possiede meno dell’1% di ergosterolo si avranno solo 4 generazioni di lievito.
Se il mosto è adeguatamente ossigenato il lievito riesce a portare il mosto da 12°P a 3°P. Se l’ossigeno è insufficiente la riduzione dei gradi plato è sensibilmente inferiore.
Per ridurre sensibilmente i gradi plato gli inglesi sottopongono il mosto a una prima fermentazione poi, dopo un’ossigenazione proseguono con una seconda fermentazione.
Quantità lievito e gradi plato
Più sono elevati i gradi plato maggiore dovrà essere alta la quantità di lievito da impiegare per la fermentazione.
q di lievito necessaria = 1x10 milioni cellule x millilitro x gradi plato
normalmente si va da 0,5 a 3 litri di lievito per ettolitro di mosto.
Comunque è sempre meglio abbondare.
Purezza
Una buona riuscita della fermentazione richiede un lievito vivo e puro cioè non contaminato, per questo sono essenziali pulizia e disinfezione .
Per accertarsi che non si siano sviluppate infezioni è sufficiente porre 100ml. di mosto a 25-35°C per tre giorni se non si sviluppano anidride carbonica, intorbidimenti né odori il lievito puro.
Fasi di sviluppo del lievito
Le fasi di sviluppo sono legate alla temperatura
fase di crescita : in una pils avviene a 12°-18°C in una ale o weizen a 22°-25°C
fermentazione " 8°-14°C " 15°-25°C
riposo " 15°C " 10°-22°C x 2gg.
per ridurre il diacetile 0°C " < 4°C
Recupero del lievito
Per il lievito ad alta fermentazione la raccolta avviene dopo 3 giorni di fermentazione in vasche aperte mediante la semplice scrematura del mosto. Dopo il 3° giorno tutto il lievito sedimenta.
Per raccogliere il lievito da fondo, dopo 1-2 giorni per le ale e 2-4 giorni per le lager, l’ideale è il fondo conico.
Più lenta è la flocculazione ( precipitazione del lievito) più la birra sarà secca perché il lievito avrà digerito tutto lo zucchero disponibile.
Su 10 litri di raccolta la metà è lievito vivo che, stoccato a 4°C, può essere utilizzato entro due settimane.
Pulizia e disinfezione
Dopo la raccolta a fermentazione ultimata si consiglia di pulire a 71°C per 40 minuti, e l’uso di soda al 1-2%: se si aumenta la temperatura di lavaggio si può ridurre la percentuale di soda.
Le proteine cotte sono la cosa più difficile da pulire.
La disinfezione è possibile con l’uso di cloro e iodio per 10 minuti. Il cloro va risciacquato accuratamente.
La disinfezione ideale si ha con il vapore a 1bar per 20 minuti.
Si ricorda che la semplice acqua calda non sterilizza.
Il whirpool -strumento che crea un moto rotatorio nel tank grazie al quale le proteine più pesanti si accumulano nel centro- permette di eliminare il sedimento proteico.
Caratteristiche di alcuni lieviti
La temperatura è fondamentale per il profilo aromatico della birra.
L’aumento della temperatura aumenta la produzione degli esteri.
Lievito da alt : fermenta a 13°C temperatura piuttosto bassa per una alta fermentazione, produce anche composti di zolfo. Più la temperatura di fermentazione è alta più fruttato sarà l’aroma. per T> 18°C aumenta il fruttato
Lieviti a bassa fermentazione:
producono sempre sostanze solforose perché la bassa temperatura è per il l lievito uno stress. La percentuale di queste sostanze poi si riduce.
Lievito da weiss:
è più un lievito da enologia infatti produce esteri come il profumo di banana..e il fenolico
Lievito da Blanche:
non c’è la banana e prevale il fenolico.
In entrambe il lievito è il responsabile dell’aroma, per questo motivo queste birre non vengono filtrate.
Lievito per birre trappiste:
sviluppa fenolico ed esteri della frutta
sono alcool tolleranti e cominciano con una fermentazione molto lenta
Lieviti per fermentazione spontanea:
ceppi selvaggi di difficile controllo
Il birraio deve saper controllare i diversi aromi provenienti dal lievito e dalle altre materie prime.
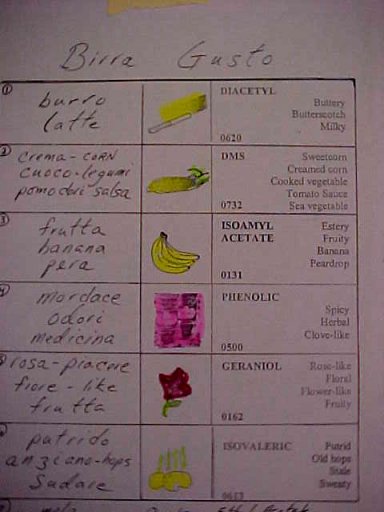
I difetti (vd.foto)
cattivi aromi dovuti a ingredienti:
malto non di qualità porta a sviluppo di dimetilsolfuro ( DMS)
luppolo vecchio " odore di rancido
acqua " " cloro
errori nel processo o la presenza di additivi possono portare allo sviluppo di:
- Diacetile ( odore di burro) è basso nelle birre di qualità. E’ legato al metabolismo del lievito e a infezioni ad opera di batteri lattici ( pediococchi e lactobacilli)
Per ridurlo bisogna:- avere alta percentule di cellule alla fine della fermentazione
- controllare la temperatura di fermentazione ( non farla salire troppo)
- kroisening= aggiungere lievito durante la fermentazione
- Dimetilsolfuro( DMS) ( odore di salsa di pomodoro, mais e legumi cotti). E’ prodotto dal malto o da contaminazione . E’ comune nelle birre lager
-Isoamilacetato( banana) presente ma non percettibile anche nella lager
- Fenolico ( odore di medicina, chiodo di garofano) è un carattere tipico e positivo delle birre bavaresi, è elemento negativo nelle lager
- Geraniolo( rosa) prodotto sia dal lievito che dalla qualità e dall’uso del luppolo
-Ossidato( carta, cartone, carta bagnata) è sempre negativo. E’ causato dal contatto della birra con l’ossigeno, questo avviene quando la birra è stoccata a temperature superiori a 4°C
-Etilacetato( mele)
DOMANDE
-Cosa serve per ovviare i problemi di start ?
Per un buon start è necessario avere:- buon livello nutritivo
-far fermentare il lievito in piccole quantità di mosto e travasarlo poi in quantità sempre maggiori
- garantirsi sempre lievito fresco
- aereare spesso il lievito per garantire una maggiore ossigenazione della massa
Dopo il confezionamento il lievito liquido ha un’alta mortalità durante i primi mesi in seguito, le cellule morte divengono sostentamento per quelle ancora attive.
- Meglio lieviti liquidi o essiccati?
Lieviti essiccati:- possono contenere contaminazioni legate al processo di essiccazione ( lieviti selvaggi)
- l’essiccamento potrebbe produrre un livello alterato di esteri e quindi una alterazione del profilo aromatico della birra
- l’essiccamento può portare alla riduzione di capacità di flocculazione ( precipitazione)
Il lievito secco è tuttavia più facile da manipolare anche se si perdono alcune caratteristiche aromatiche.
Presenta il vantaggio di mantenere la vitalità pur assumendo una forma di quiescenza e di essere molto stabile
Alcuni tipi di lievito come quelli per le weizen e per le birre belghe sono difficili da essiccare.
Il lievito secco conserva le sue sostanze di riserva durante la conservazione. Per il suo sviluppo necessita di maggiori quantità di ossigeno rispetto al secco.
Deve essere attivato con piccole quantità di mosto perché tutte le cellule si mantengano nelle stesse condizioni. In particolare l’ossigeno deve essere uniformemente distribuito perché tutte le cellule sviluppino uguali quantità di ergosterolo.
-Il lievito liquido congelato perde le sue capacità?
SI totalmente
- Dosi consigliate?
Per 20 lt.di mosto a 10°P per la fermentazione bastano 7-10gr. di lievito
-Come recuperare e purificare il lievito?
Per la purificazione del lievito dal trub utilizzare acqua acidificata per uccidere i contaminanti del lievito, poi usare acqua sterile per separare. Agitare, le parti indesiderate si depositeranno per prime , va ritenuta solo la parte subnatante.

Relatore : Massimo Faraggi Max the beer
a cura di Flavia Nasini
Analogie e diversità del fenomeno Homebrew in USA e in Italia e presentazione del Newsgroup dedicato alla birra
USA
1960-70 Inizia l’homebrew in forma non legale, nello stesso periodo nascono i primi negozi specializzati
1970 Viene pubblicato il primo libro di Echor
1978 Nasce l’ Amrican Brew Association
1979 Legalizzazione del fenomeno
1984 Pubblicato il libro di C.Papasian
Intrenet diviene il luogo dove gli appassionati comunicano
1988 Inizia il Forum sul Homebrew
1991 Nasce il newsgroup
1993-95 Primi negozi on line
ITALIA
1985-90 Homebrew non legale. Si utilizzano ingredienti di fortuna
1990 Primi negozi specializzati anche se gli acquisti per la maggior parte vengono effettuati on-line
1993 Nasce il primo club ‘Gli amici dea Birra’
1993-4 Appaiono i primi Kit
1995 Con decreto legge ( vd. )il fenomeno viene legalizzato
Anche in Italia Internet fa la sua parte:
1996 Primi negozi on line
1997 Battezzato il sito ( del relatore) www.maxthebeer.com
1998 " altro sito www.hobbybirra.it
1999 " " www.roybeer.com e www.birra.it
" " www.mega e www.hobbybirra
si organizzano anche incontri sul tema Homebrew come Birrissima e gli appuntamenti di Unionbirrai
Internet e Homebrew
Internet è un valido supporto per l’appassionato, esistono numerosi siti da consultare:
In Usa - The brewery che offre ampia scelta di articoli sul tema
- Alan e Melissa , sito ben strutturato
In Italia - Maxbeer
- Roybeer , sito generalista
- Il birraio , sito specializzato per hombrewers
Esiste anche una certa varietà di negozi On line
La comunicazione tra appassionati
Mailiinglist e Newsgroup internazionali:
In Italia- It. Hobbybirra e newsgroup.
Secondo le statistiche Hobbybirra vede la presenza di 300 messaggi al mese; i partecipanti più attivi sono il 7,5%, e i 10 partecipanti più attivi compongono il 35% dei messaggi.
Sono 45 i partecipanti con almeno 2 articoli e 100-120 quelli con un solo articolo.
Si stima un’ audience di più di 2000 persone. Il calcolo viene fatto moltiplicando per 20-50 volte i partecipanti.
I FORUM sono iniziati su argomenti molto vari poi, l’interesse ha portato al maggiore sviluppo dell’argomento della produzione casalinga.
I neofiti posso trovare risposte già pronte alle domande poste più frequentemente nelle FAQ.
le domande rivolte ai relatori:
a cura di Flavia Nasini
Domande rivolte a \ :
-Cosa significa malto diastatico?
malto modificato.
Un tempo i malti inglesi erano i più modificati tanto da non richiedere la fase della peptasi.
In Gran Bretagna usano la tecnica dell’infusione - tutto il mosto è portato alla stessa temperatura grazie al fatto che i malti inglesi hanno basse percentuali di composti azotati ( proteine).
Un tempo i malti inglesi erano essiccati a percentuali di umidità molto basse ( 1%) oggi 2%.
Una bassa percentuale di umidità nel seme richiede un intenso trattamento termico. Infatti fino a una percentuale del 4% si arriva facilmente, oltre bisogna togliere l’acqua ‘legata’ e per fare questo sono necessarie forti esposizioni al calore. A temperature elevate viene distrutto il precursore di DMS ( responsabile dell’odore di mais cotto) per questo le birre inglesi sono normalmente prive di questo difetto.
- Come misurare le unità di amaro?
Quasi ogni nazione ha i suoi parametri, non esiste un unico sistema di misurazione.
Tre sono gli standard più noti:
In Europa continentale si usano EBC( European Brew Convention)
In Gran Bretagna AEBOB
In USA EASBC
Esistono formule di conversione.- Polemiche sulla manipolazione genetica
La selezione genetica dell’orzo è in atto già da molti anni, in particolare si sta lavorando sulla riduzione dei polifenoli responsabili della sensazione di astringenza. Si stanno selezionando varietà di orzi che presentino una bassa presenza di polifenoli nella scorza.
Da pochi anni si selezionano anche frumenti adatti alla produzione di birra.
Si sta anche lavorando per avere malti dotati di un patrimonio enzimatico più efficiente.
- Come ottenere una birra più corposa?
Bisogna avere più destrine ( molecole non fermentescibili). Le alte temperature di ammostamento favoriscono le a -amilasi sulle b -amilasi . I malti speciali sono ricchi di destrine
I malti cara-pils si utilizzano per dare più corpo alla birra inoltre, danno un prodotto migliore, più stabile e meno ossidabile.
La percentuale di alcool aumenta la percezione del corpo.
Per avere una birra più corposa bisognerà portare il mosto velocemente a 71°-75°C favorendo così la formazione di destrine, si otterrà un mosto con poco maltosio e quindi di bassa attenuazione ( attenuazione= percentuale di zuccheri fermentati).
Se viceversa si vuole una birra con alta attenuazione ( molti zuccheri fermentescibili e quindi alcolica) bisognerà mantenere lungamente o far salire lentamente fino a una temperatura tra 45° e 65°C ciò aumenterà la formazione del maltosio.
-La schiuma
Nelle birre in cui vengono usati succedanei la schiuma è praticamente inesistente. Questo perché i succedanei sono poveri di proteine responsabili, insieme agli a -acidi del luppolo, della schiuma.
immagini della conferenza :


a sx il dr. S. Buiatti - a dx il curatore della Villa Manin

mrs. Les Perkins microbiologist Wyeast Laboratories, Inc.




le immagini della Villa Manin
www.villamanin.com



l'esterno della Villa - lo splendido parco con piante secolari


le scuderie - la sala delle armi
arrivederci a Birrissima 2001 !